中文
中文







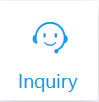
Current Situation and Development Trend of Welding Power Source Testing Equipment
发布日期:2017-07-27 作者: 点击:
Current Situation and Development Trend of Welding Power Source Testing Equipment
According to the basic characteristics of welding energy generated in the welding process, various welding methods are summarized into five categories, namely arc welding, resistance welding, special welding, gas welding and brazing. There are different testing methods and testing equipment for different types of welding equipment, and there are also differences in the mechanical and electrical performance test items and emphasis of the welding power source. Arc welding and resistance welding are currently the most widely used welding methods. The testing equipment for arc welding and resistance welding welding power sources are also the two most commonly used power testing equipment.
1 Resistance welding power source testing equipment
The traditional resistance welding power source detection equipment is mainly a large current tester, which generally only detects the magnitude of the welding current and the length of the energization time. The detected welding current is only divided into two forms: alternating current and secondary rectified direct current. With the increasing development of electronic and computer technology, new inverter DC, AC, square wave pulse, capacitor energy storage and other forms of resistance welding power sources emerge in an endless stream. The welding current of such power sources is non-sinusoidal and aperiodic. In addition to testing the electrical performance parameters of the welding machine, it is also necessary to test the electrode pressure in the mechanical performance of the welding machine, the electrode displacement during the welding process (parameters reflecting the welding quality), the cooling water flow and other parameters, and form the test results. It is reported that traditional testing equipment has been unable to meet these test requirements.
In recent years, Japan, Germany and other developed countries have launched multi-functional resistance welding testing equipment that can be connected to industrial control computers and integrates welding quality control and testing. For example, the MM-360A resistance welding tester of Japan MIYACHI can measure the welding pressure and current at the same time during the welding process, and display the waveforms of both, and can also process the measured data online with the computer; the MM-730A resistance welding tester has passed the The displacement sensor with anti-magnetic interference monitors the displacement of the electrode during welding, thereby indirectly controlling the formation of welding nuggets. German Boschrexroth inverter resistance welding and its precision control technology have been widely used in industrial production systems.
Boschrexroth can be said to be the world's largest manufacturer of intermediate frequency resistance welding systems. Its "multifunctional intermediate frequency welding controller PSI63S" (resistance welding constant power control technology and ultrasonic control technology) is no longer a traditional intermediate frequency controller, but an integrated The all-round controller of common intermediate frequency controller, welding monitoring controller (constant power control technology and ultrasonic control technology) and servo motion controller (pneumatic components or electronic motor), it can control welding current, welding time, welding power, welding melting Nucleus size, welding position, welding displacement, welding pressure and other parameters are fully closed-loop controlled. The welding controller that controls all the welding parameters in real time and detects them at the same time is the development direction of the resistance welding control and monitoring system.
2 Arc welding power source testing equipment
Like the development of resistance welding testing equipment, arc welding power testing equipment has also gone through different stages of development. With its technical content and characteristics, it is divided into four stages of development. Among the arc welding testing equipment in my country, the most representative arc welding power testing equipment is the test bench mainly developed by Chengdu Electric Welding Machine Research Institute, National Electric Welding Machine Testing Center (Chengdu Electric Inspection Institute), and Chengdu Sanfang Electric Co., Ltd. .
a) The first generation testing equipment is represented by the HHC series arc welding power source test bench produced by Chengdu Electric Welding Machine Research Institute, which uses traditional transformers and shunts as current sensing elements, and is equipped with pointer-type current, voltage, and power benches The meter measures the current, voltage and power of the welding power source, and uses the contactor to switch and change the size of the non-inductive resistance load to simulate the arc. At present, this kind of testing equipment is still used in some welding power source production plants. It has the characteristics of high precision, good reliability and stability, but it is large in size, complicated in use and maintenance, single in function, and low in automation. It is difficult to meet the requirements of modern and high efficiency. Production testing.
b) The second-generation testing equipment is represented by the digital TDC series power test bench researched and produced by Chengdu Electric Inspection Institute and Chengdu Sanfang Electric Co., Ltd. The digital instrument replaces the pointer table meter, and the Hall current sensor replaces the transformer and shunt , in terms of function and test accuracy, it is consistent with the first-generation equipment, but the volume is greatly reduced, the use and maintenance have been greatly improved, the reading is intuitive, and the operation is convenient. It is widely used by most welding power supply manufacturers in the country. But it still comes with the shortcomings of the first-generation device.
c) With the development of modern manufacturing technology and welding production, the requirements for welding equipment testing in terms of test content, real-time performance and test accuracy are constantly increasing, which makes the limitations of traditional testing instruments in structure and function increasingly prominent, making it difficult to adapt and meet High-efficiency, large-scale information-based modern inspection work needs. The third-generation testing equipment is a new generation of PTE series information launched by Chengdu Sanfang Electric Co., Ltd. after the second development and design on the basis of the prototype "Intelligent AC/DC Power Test System", a special fund project of the Ministry of Science and Technology of the People's Republic of China. Chemical detection system is a typical representative. It uses virtual instrument technology as the implementation platform, which has the advantages of large amount of information, fast detection speed, excellent man-machine interface, high test accuracy, and strong flexibility. It also realizes the analysis of harmonic current, power factor and efficiency of arc welding power supply. Real-time measurement of important parameters.
The detection system has the following characteristics in structure:
(1) Adopt virtual instrument technology as the implementation platform. The host adopts NI PXI-8174 embedded controller, the data acquisition adopts PXI-6071E multi-function card with PXI interface, and the load control adopts PLC as the main control unit. The host-side program is event-driven.
(2) Using the distributed (DCS) control method, a large system with many state variables is decomposed into several independent modules, the configuration and expansion of the system are very convenient, the management is centralized, the control is decentralized, and the automatic test is effectively enhanced. System flexibility.
(3) In terms of software environment, the general Windows 2000 operating system is adopted, which is conducive to making full use of existing software resources. The programming environment is LabVIEW, which is divided into front panel and source code. The front panel constitutes the main interface of the program with WYSIWYG technology.
The detection system integrates the advantages of a variety of new technologies of computer and information, which can easily and quickly complete the factory inspection of various electrical parameters of the welding power source, and can intuitively see the details of each measured waveform, which is helpful for in-depth understanding and understanding. The physical meaning of each detection quantity has the following features in function:
(1) Intelligent programmed load adjustment. According to the type of welding machine input by the user, when the load needs to be adjusted, the main system will automatically send an instruction to the PLC, and the PLC will determine the state of its output contacts according to the instruction, so as to control the non-inductive load resistance to control the on-off of the contactor, so as to adjust the load. the goal of. The whole process has no need for manual intervention, that is, the work point is automatically found.
(2) Automatic stabilization of grid voltage. In order to ensure the consistency of the test conditions, the input voltage of the welding power source should be stable within a certain error range, and the grid voltage is often affected by the load and other surrounding factors, and there will be large fluctuations. The detection system uses microcontroller voltage regulation technology to automatically monitor the power grid.
(3) Detection and analysis of harmonic current. Harmonics are an important feature of power electronic equipment and a major hazard of polluting the power grid. From the perspective of harmonic suppression, what is important is the size of the harmonics and the real-time performance of the measurement. All functions of the harmonic current detection module based on the instantaneous reactive power theory in the system are realized by software, which can observe and record all the intermediate quantities in the detection process.
(4) Power factor is an important indicator to measure the power quality of equipment. It reflects the utilization rate of electrical energy by equipment, and is also an important basis for evaluating and developing new high-efficiency welding power sources. The electronically controlled welding power source often causes serious distortion of the input current. The traditional method of describing the power factor with the power factor angle is no longer applicable. The power factor measurement module of the power supply avoids the influence of non-sinusoidal signals and three-phase unbalance, and solves the problem that the phase voltage cannot be accurately obtained in the project. It provides a new detection method for accurately evaluating the performance of welding power source.
(5) Efficiency reflects the utilization of the power supply. The detection system realizes the synchronous measurement of the input and output power of the welding power source, reduces the influence of fluctuations on the measurement, and can observe the changes in efficiency under different load conditions. While improving the detection accuracy, it is highly efficient for research and development The new welding power source and the understanding of the utilization rate of electric energy are of great help.
(6) Networked measurement and control is an important application of network technology. The current widespread application of the Internet makes remote information sharing a reality. The ultra-remote operation mode based on fieldbus and local area network can realize the work that required on-site operation of testing personnel in the past, such as instrument calibration, calibration, fault diagnosis, etc. The detection system has provided the necessary technical support for the realization of this application.
At present, this serialized detection system makes the detection of welding power sources continue to develop in the direction of precision, efficiency, automation and informatization. It has been used in nearly ten large-scale welding power supply manufacturers, testing institutions and schools in China. To further adapt to the specific needs of each user, make a more personalized design for the convenience of users.
3 The three-generation testing equipment mentioned above basically tests the static electrical parameters of the welding power source. Only the third-generation products have the functions of testing and analyzing the transition process of no-load-load, no-load-short-circuit, but due to the simulation The adjustment methods of arc load are all contactor control, which has limitations in speed, and it is difficult to objectively describe and simulate dynamic arcs.
Under normal circumstances, the arc welding process is often accompanied by short-circuit transition, arc length changes, current pulses and other factors such as wire feeding speed changes that affect the arc. The ability of the welding power source to respond to these influencing factors is its dynamic performance. The failure is directly related to the process performance and its stability. Therefore, dynamic performance is an important test content when comprehensively evaluating the performance and quality of welding power sources. In the second part of the European standard EN 729, the testing requirements for "comprehensive quality of welding equipment" have been proposed, and the implementation period for calibrating welding equipment has been proposed. In order to meet the needs of this development, D. Rehfeldt of Hanover University in Germany developed a welding dynamic simulator, that is, the fourth-generation arc welding power source testing equipment.
The simulator outputs dynamic parameters from a function generator, and uses a group of high-speed nonlinear high-power electronic switching circuits to describe and simulate dynamic arcs. Statistical charts and data files of test results will be automatically generated. In addition, it can use the local area network or the Internet to easily and remotely detect the welding power source. At present, Chengdu Sanfang Electric Co., Ltd. has signed a cooperation agreement with the University of Hannover in Germany to produce and sell the machine.
With the rapid development of welding manufacturing technology, the international welding standards are also changing with each passing day. The IEC 60974.10 standard has put forward requirements for the EMC of welding power sources. The corresponding national standard in my country will soon be introduced, which will put forward new requirements for the EMC testing of welding power sources. Testing tasks, how to develop EMC testing equipment suitable for the scientific research, production and testing of welding power sources is an urgent topic we need to solve.