中文
中文







Inclined 45-degree welding, which is harsher than the full position!
发布日期:2022-04-28 作者: Huaheng Marketing Department 点击:
"Welding skills of tube sheet oblique 45 degrees"

【Abstract】According to the national quality inspection regulations for special welders and the requirements of international welders with a 45-degree inclination, the 45-degree specified welding position of the fillet weld head of the tube sheet in the welder's examination has been changed from an upward slope of 45 degrees to a downward slope of 45 degrees. , the difficulty increases, and the welding process changes accordingly.
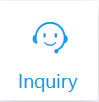
Huaheng tube sheet welding technology is widely used in boiler/pressure vessel welding and other industries. This paper introduces the welding process/parameters and welding method of the new 45 degree tube sheet fixed welding in detail.
Preparation before welding
1.1 Specimen
The seamless steel pipe is made of Q345B steel with a wall thickness of 5mm/outer diameter of 60mm, and its size is δ5mm*φ60mm*100mm. The orifice plate is made of 12mm thick Q345B steel plate, its size is δ12mm*150mm*150mm, the center of the orifice plate should be drilled with a through hole Φ67mm according to the inner diameter of the pipe, the bevel surface angle is 35 degrees, and the blunt edge is 1.5±0.5mm.
1.2 Selection and drying of welding consumables
Use alkaline electrodes, dry at 350 ~ 400 ℃ for 1-2 hours before welding, and keep warm for 1-2 hours.
1.3 Cleaning before welding
The cleaning method of the cleaning area before welding is not limited, but the oil, rust and other dirt within 20 to 30 mm of the end of the pipe, the groove of the orifice plate and 20 to 30 mm of both sides of the groove must be cleaned until the metallic luster is exposed.
1.4 Assembly and tack welding
The welding rod used for the tack welding of the specimen assembly should be the same as the welding rod used in the formal welding. The tack welding seam adopts the left and right two-point fixing method, which is fixed at one point and eleven o'clock. The length of the tack weld at each point is about 10mm. After assembling tack welding, the inner wall of the test piece tube and the plate hole should be concentric and have no wrong edge.
The tack weld of the test piece assembly is generally in the form of a formal weld, and the backside is required to be formed without defects, and the joint is ground with a straight grinder before welding.
2. Welding points
2.1 Weld bead distribution Four layers and four passes
2.2 Bottom welding
The root welding should ensure the penetration of the root to prevent burning through and welding flashes.
When welding, positive welding is used, which is beneficial to control the melting hole. After the arc is ignited, the arc is swung up and down to make a bridge connection. After the melting hole is formed, it means that the arc striking work is completed, and the arc-breaking and bottom-layer welding can be performed. The arc burns on both sides of the groove at the same time, the blunt edge of the groove melts at the same time, and then the arc is quickly extinguished.
When welding, the arc should be short, the welding speed should not be too high, the arc should stay at the root of the groove, 1/3 of the welding arc should be kept at the molten hole, and 2/3 covered on the molten pool. Avoid lack of fusion, incomplete penetration, too high back bead, or burn through or weld flash at the root.
During the welding process, the arm and wrist should be continuously rotated according to the actual position, so that the molten pool is connected with the groove surface of the orifice plate and the upper surface of the pipe, and the movement at a uniform speed should be maintained. Pull back until the arc is extinguished, so that the arc crater is inclined. If the arc is closed too quickly or the operation is not performed properly, cold shrinkage holes will easily occur.
Joint: The best and ideal method for joint is to use the hot joint method. After the welding of the leading electrode is completed, replace the electrode immediately. The arc is brought to the arc crater, and the fusion hole is re-formed before continuing the welding. After the half-circle of the weld is completed, the joint is polished with a straight grinder before welding.
2.3 Filler welding
Filler welding must ensure that both sides of the groove are well fused.
Before welding the filler layer, knock out the slag on the bottom weld bead before welding. When the filling layer is welded, short arc welding should be used, and it should be filled in two layers. Pay attention to the melting situation on both sides to ensure that the temperature is balanced, so that the groove of the plate tube is well fused. The first layer is welded with a Φ2.5 electrode. It is beneficial to turn out the clean slag on both sides of the weld bead. Since the new "Assessment Rules" stipulates that the tube-side welding foot in the tube-sheet corner joint test piece is 0.5T-1T, that is, 2.5-5mm, so the second layer of welding seam 1.5-2mm should be left from the surface, so the second layer of weld should be left 1.5-2mm from the surface of the surface weld, so as to lay a good foundation for the welding of the cover layer.
2.4 Cover welding
Cover welding must ensure that the weld bead is not undercut and the weld leg is symmetrical. Before welding, clean the upper layer of the weld bead, and use an oblique elliptical strip. When making a joint, the arc must be started 10mm before the arc crater molten pool, and then bring the arc to the arc crater molten pool. The arc spot is melted again. When welding the cover bead, attention should be paid to the pause on both sides of the groove to prevent undercut and poor fusion. The arc extinguishing place of the cover should be filled with the molten pool to prevent arc crater cracks, so as to obtain a beautiful appearance. weld bead.
3. Conclusion
According to the research and analysis of the 45° fixed welding welding method and welding process of the pipe corner joint specimen, the single-sided welding and double-sided forming technology are used to ensure the size of the welding leg and the forming of the back. This technology has been fully promoted and applied in the welder training examination. Not only the welding speed is fast, the quality is good, but the welding seam is beautiful, which satisfies the welding of boilers and pressure vessels.