






华恒冷切削坡口加工工艺
发布日期:2022-06-24 作者: 昆山华恒焊接股份有限公司 点击:
华能冷切削坡口加工工艺是华恒自主研发生产,专为自动化焊接而生。解决了传统冷切削坡口加工上面的不足,对于中小管径、大管径都有自己独特的坡口加工工艺。
管子在加工过程中,为适应碳钢、不锈钢、合金钢、铸铁等不同材质管子焊接时所需的坡口,现在一般采用车床车削加工或氧割及手轮磨砂磨削加工作业。但是,车床车削加工设备体积庞大、重量大。仅适合在固定场地加工,对大直径的钢管来说,物流及装夹等都很不方便。另外机床加工方式是采用管子旋转进刀机构固定的方式进行,对于长管的坡口加工,尤其不方便。
管子坡口的技术特点是管子夹持不动,刀盘围绕管子旋转进行坡口加工。氧割及手动砂轮磨削加工虽说能在现场加工,但其加工的表面质量差、效率低。后续打磨量非常大,操作环境恶逆,而且被加工工件在受热后金属晶格容易发生变化,相应材质内部质量发生 变化,如此引起被加工工件耐温、耐压性能降低。

| 华能冷切削坡口加工工艺性能特点: |
1、切断&开坡口一体化切削工艺: 针对中小管径、薄壁(≤25.4mm)的管子实现优质高效的切断和坡口一体化加工,相当于10台套锯床+车床的总体效率,φ159*20的碳钢管切断+开坡口(两个坡口)总体时间约为2-3分钟,1个替代10个人工。场地的占用+工人工资+用电损耗一年回收投资成本。综合性能达到国际先进水平。 |
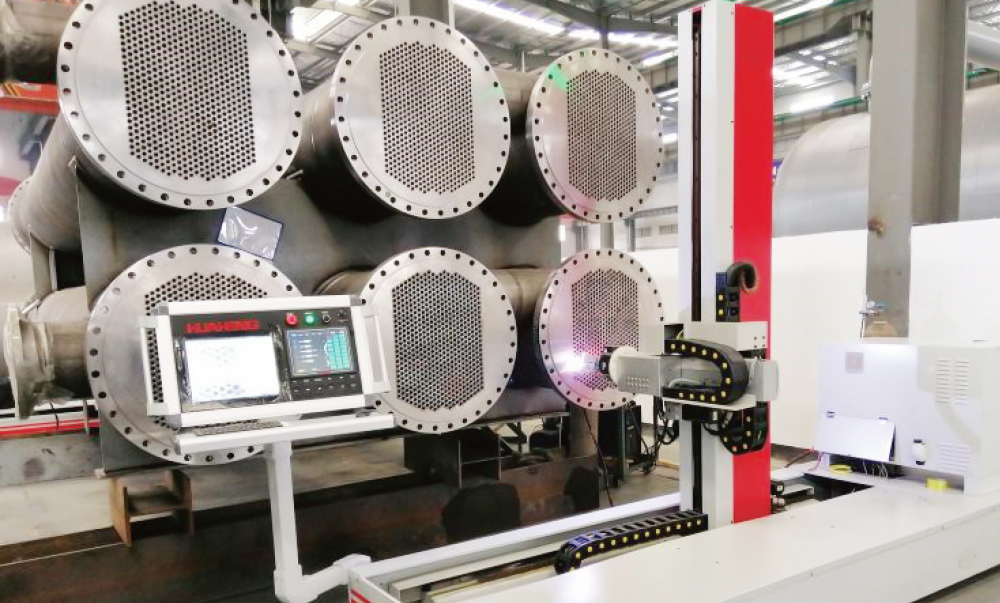
2、大管径端面坡口+内镗全CNC控制切削工艺: 针对目前国内中大管径、大壁厚存在的椭圆度大的状况,研发具备外坡口+内镗工艺的端面坡口,提升物流自动化水平,讲预置前端工序的坡口质量提升,以及加工周期大幅度缩短,为后续的焊接工序提供优质高效的标准坡口,将管道预置提升到生产线做好准备。 |
结合目前落后的管端坡口加工状况,华恒研发出具有自主知识产权的管端坡口加工生产线,综合性能达到国家先进水平,为管道预制的下料工序提供“颠覆性”创新应用。




